 2025-11-11
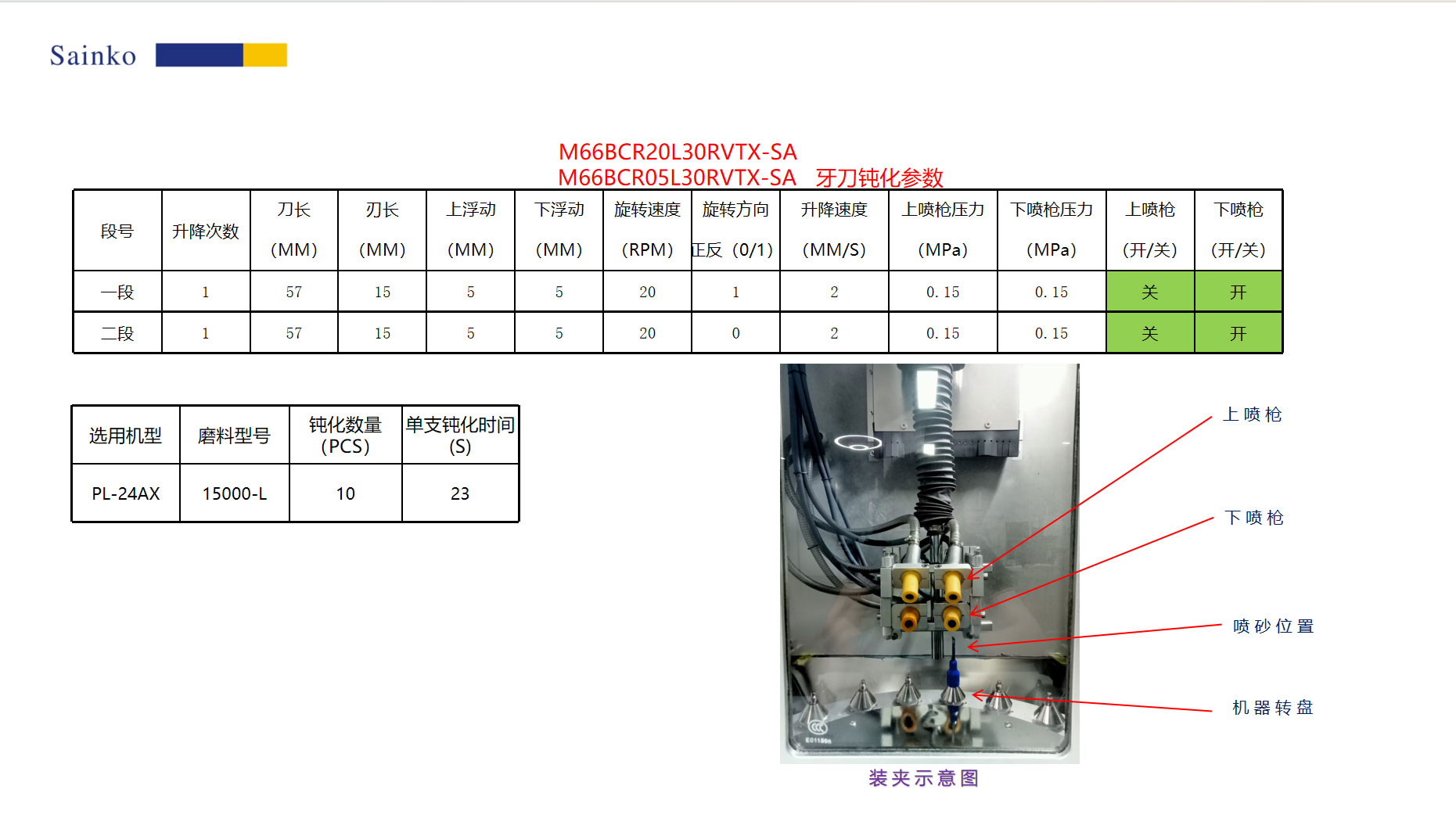
2025-11-11在加工過程中,通過設備對 鈍化轉速(20 RPM)、上下浮動量(5 mm)、升降速度(2 mm/s) 及 噴槍壓力(0.15 MPa) 等參數進行精準控制,并依據兩段工藝設定調整上、下噴槍啟閉狀態,實現刃口的均勻研磨與細致拋光。結合磨料的精細研磨作用,終 3 件銑刀的鈍化值均穩定達到 7 μm 預設標準,同時有效消除了刃口原始存在的鋸齒與毛刺。
經后續驗證,鈍化后的銑刀在切削加工過程中,不僅顯著提升了加工件的表面光潔度,還優化了切屑排出效果,有效減少切屑堆積及工件劃傷等問題。具體測試結果詳見本報告。